タップ加工、穴あけ加工
Drilling&tapping
タップ加工(穴あけ加工)とは金属加工の一種で金属にドリルなどの工具を使って穴をあける事です。
穴あけやねじ切り、簡単ではあるかもしれませんが、金属加工の基本となるこれらの工程をお受けしております。

汎用機によるタップ加工
Tapping by general-purpose machine
関製作所では、今では少なくなった汎用の機械を多く保有しております。
NCの機械加工が主流にはなりましたが、汎用の機械だからこその小ロット、短納期での加工が可能になっております。
一つ一つの工数が少なく、NCではセット等に時間がかかってしまうものの大量生産もお受けできます。

| 汎用機械 | NC機械 | |
|---|---|---|
| 納 期 | 簡単な制御で加工前の段取りも少ないため、特急対応での加工が可能数多くの機械がある場合、機械が空いていないという事が少ない。 | プログラムが必要なので、小ロットだと時間がかかる場合がある。各会社での機械の数が限られている為、繁忙期には機械が空かない事もある。 |
| 量産性 | 一つのワークの加工箇所が少ない場合、大量の生産に向いている | 一つのワークの加工箇所が多い場合、大量の生産に向いている |
| 精度 | 工具の性能や治具の性能により±0.1mm以内の公差に抑える事は可能です。 | 機械制御の為、高い精度が保証されます。 |
汎用機械によるタップ加工が向いているもの
General-purpose machine is oriented
・加工箇所が少ない、大量生産品。
・納期が短いもの。
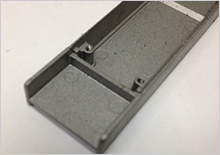
汎用機械による加工事例
Machining example

| 材 質 | ADC12 |
|---|---|
| 加工箇所 | M2×2箇所/M2.6×2箇所 |
| 一日生産可能数 | 3,000個 |
| コメント | ボール盤とタッパーを並べて切削油をかけながら加工しました。 |
| 材 質 | ZDC2 | 加工箇所 | M1.4×2箇所 |
|---|---|
| 一日生産可能数 | |
| コメント | ロールタップ、転造タップにより、加工しました。 |

| 材 質 | ADC12 |
|---|---|
| 加工箇所 | φ3 |
| 一日生産可能数 | 5,000個 |
| コメント | 治具にガイドのついたプッシュ盤で位置決めをし、加工しました。 |